Có các loại máy chiết bột trục vít bán tự động và tự động:
Máy chiết rót trục vít bán tự động nên được sử dụng như thế nào?
Sự chuẩn bị:
Cắm bộ đổi nguồn, bật nguồn rồi xoay "công tắc nguồn chính" theo chiều kim đồng hồ 90 độ để bật nguồn.

Lưu ý: Thiết bị được trang bị độc quyền ổ cắm ba pha năm dây, dây ba pha có điện, dây một pha không có điện và dây tiếp địa một pha. Vui lòng cẩn thận không sử dụng sai dây điện, nếu không có thể gây hư hỏng hoặc điện giật cho các linh kiện điện. Trước khi kết nối, hãy đảm bảo nguồn điện phù hợp với ổ cắm và khung máy được nối đất an toàn. (Phải có dây tiếp địa; nếu không, không chỉ không an toàn mà còn gây nhiễu lớn cho tín hiệu điều khiển.) Ngoài ra, công ty chúng tôi có thể tùy chỉnh nguồn điện một pha hoặc ba pha 220V cho máy đóng gói tự động.
2.Gắn nguồn khí cần thiết vào đầu vào: áp suất P ≥0,6mpa.

3. Xoay nút "Dừng khẩn cấp" màu đỏ theo chiều kim đồng hồ để nút này nhảy lên. Sau đó, bạn có thể điều khiển nguồn điện.

4. Đầu tiên, hãy thực hiện "kiểm tra chức năng" để đảm bảo rằng tất cả các thành phần đều hoạt động tốt.
Nhập trạng thái làm việc:
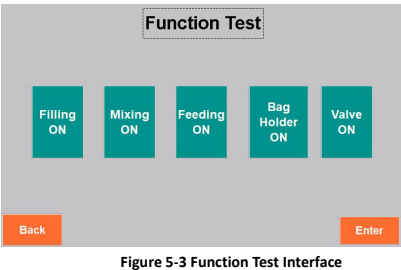
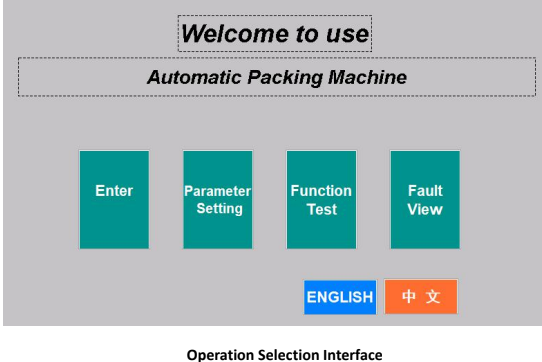
1. Bật công tắc nguồn để vào giao diện khởi động (Hình 5-1). Màn hình hiển thị logo công ty và các thông tin liên quan. Nhấp vào bất kỳ vị trí nào trên màn hình, vào giao diện lựa chọn thao tác (Hình 5-2).
2. Giao diện Lựa chọn thao tác có bốn tùy chọn thao tác, có ý nghĩa như sau:
Enter: Vào giao diện vận hành chính như hình 5-4.
Cài đặt thông số: Cài đặt tất cả các thông số kỹ thuật.
Kiểm tra chức năng: Giao diện của Kiểm tra chức năng để kiểm tra xem chúng có hoạt động bình thường hay không.
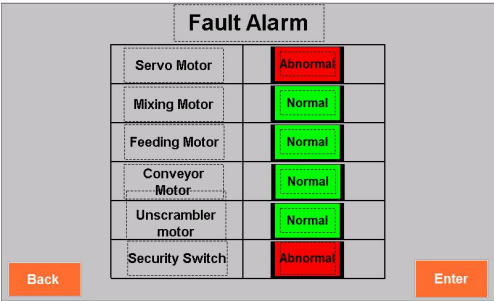
Chế độ xem lỗi: Xem tình trạng lỗi của thiết bị.
Kiểm tra chức năng:
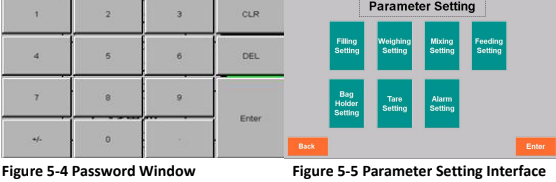
Nhấp vào "Kiểm tra Chức năng" trên giao diện lựa chọn thao tác để vào giao diện kiểm tra chức năng, được hiển thị trong Hình 5-3. Các nút trên trang này đều là nút kiểm tra chức năng. Nhấp vào một trong số chúng để bắt đầu thao tác tương ứng và nhấp lại để dừng. Khi máy khởi động lần đầu, hãy vào trang này để chạy kiểm tra chức năng. Chỉ sau khi kiểm tra này, máy mới có thể hoạt động bình thường và có thể vào bài kiểm tra chạy thử và công việc chính thức. Nếu linh kiện tương ứng không hoạt động bình thường, hãy khắc phục sự cố trước, sau đó tiếp tục công việc.
"Đang nạp": Sau khi lắp cụm trục vít, hãy khởi động động cơ nạp để kiểm tra tình trạng hoạt động của trục vít.
"Đang trộn": Khởi động động cơ trộn để kiểm tra tình trạng trộn. Hướng trộn có đúng không (nếu không đúng, đảo ngược pha cấp nguồn), trục vít có bị ồn hoặc va chạm không (nếu có, dừng ngay lập tức và khắc phục sự cố).
"Đang cấp liệu": Khởi động thiết bị cấp liệu hỗ trợ.
"Valve ON": Khởi động van điện từ. (Nút này dành riêng cho máy đóng gói được trang bị thiết bị khí nén. Nếu không có, bạn không cần phải cài đặt.)
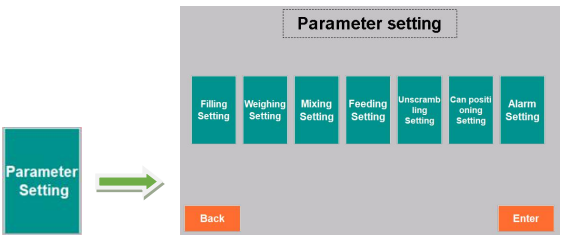
Cài đặt tham số:
Nhấp vào "Cài đặt tham số" và nhập mật khẩu vào cửa sổ mật khẩu của giao diện cài đặt tham số. Đầu tiên, như minh họa trong Hình 5-4, hãy nhập mật khẩu (123789). Sau khi nhập mật khẩu, bạn sẽ được chuyển đến giao diện cài đặt tham số thiết bị. (Hình 5-5) Tất cả các tham số trong giao diện được lưu trữ đồng thời trong các công thức tương ứng.
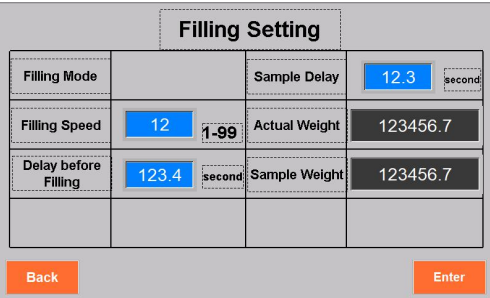
Cài đặt điền: (Hình 5-6)
Chế độ đổ đầy: Chọn chế độ thể tích hoặc chế độ trọng lượng.
Khi bạn chọn chế độ âm lượng:
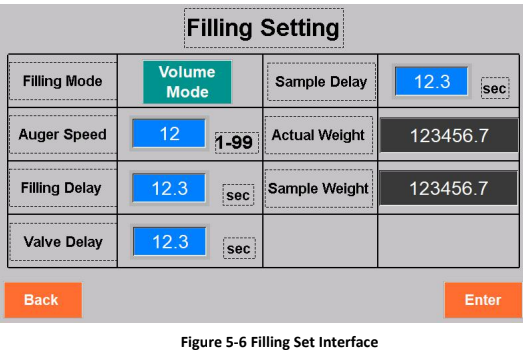
Tốc độ trục vít: Tốc độ quay của trục vít nạp. Tốc độ càng nhanh, máy nạp càng nhanh. Dựa trên độ chảy của vật liệu và tỷ lệ điều chỉnh, cài đặt là 1–99, và khuyến nghị tốc độ trục vít khoảng 30.
Độ trễ của van: Thời gian trễ trước khi van trục vít đóng lại.
Độ trễ mẫu: Khoảng thời gian cần thiết để cân nhận được trọng lượng.
Trọng lượng thực tế: Hiển thị trọng lượng của cân tại thời điểm hiện tại.
Trọng lượng mẫu: Trọng lượng được đọc thông qua chương trình nội bộ.
Khi bạn chọn chế độ âm lượng:
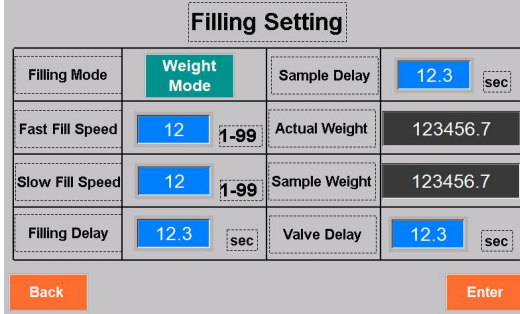
Tốc độ nạp nhanh:tốc độ quay của trục vít để nạp đầy nhanh.
Tốc độ nạp chậm:tốc độ quay của trục vít để nạp chậm.
Độ trễ điền:thời gian cần thiết để đổ đầy một thùng chứa sau khi nó được khởi động.
Mẫu độ trễ:Khoảng thời gian cần thiết để cân nhận được trọng lượng.
Trọng lượng thực tế:Hiển thị trọng lượng của cân tại thời điểm này.
Trọng lượng mẫu:Đọc trọng lượng thông qua chương trình nội bộ.
Độ trễ của van:thời gian trễ để cảm biến trọng lượng đọc được trọng lượng.
Bộ trộn: (Hình 5-7)
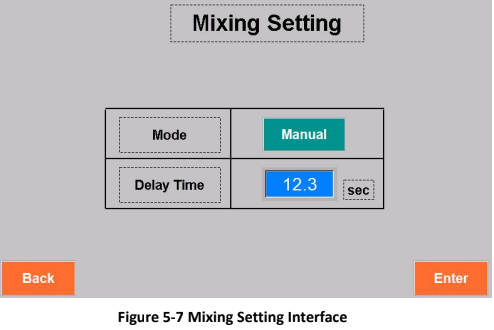
Chế độ trộn: chọn giữa chế độ thủ công và tự động.
Tự động: Máy bắt đầu nạp liệu và trộn cùng lúc. Khi nạp liệu xong, máy sẽ tự động dừng trộn sau "thời gian trì hoãn" trộn. Chế độ này phù hợp với vật liệu có độ lưu động tốt, giúp tránh vật liệu bị rơi do rung động khi trộn, dẫn đến trọng lượng bao bì bị lệch đáng kể. Nếu thời gian nạp liệu ngắn hơn "thời gian trì hoãn" trộn, quá trình trộn sẽ diễn ra liên tục mà không bị gián đoạn.
Thủ công: bạn sẽ bắt đầu hoặc dừng trộn thủ công. Máy sẽ tiếp tục thực hiện cùng một thao tác cho đến khi bạn thay đổi ý định. Chế độ trộn thông thường là thủ công.
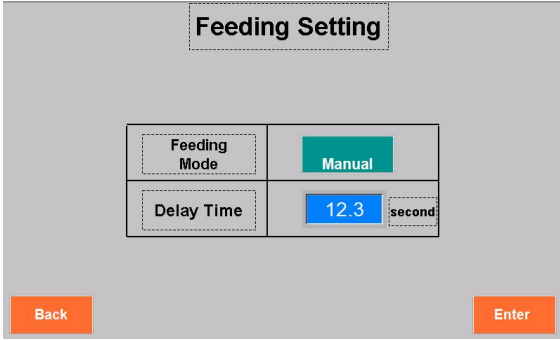
Bộ cấp liệu: (Hình 5-8)
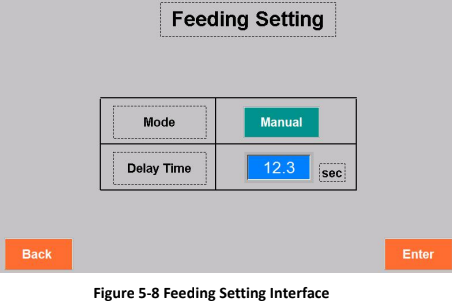
Chế độ cho ăn:lựa chọn giữa chế độ cấp liệu thủ công hoặc tự động.
Tự động:Nếu cảm biến mức vật liệu không nhận được bất kỳ tín hiệu nào trong "thời gian trễ" của quá trình nạp liệu, hệ thống sẽ đánh giá mức vật liệu thấp và bắt đầu nạp liệu. Nạp liệu thủ công nghĩa là bạn sẽ bắt đầu nạp liệu thủ công bằng cách bật động cơ nạp liệu. Chế độ nạp liệu thông thường là tự động.
Thời gian trễ:Khi máy tự động cấp liệu do vật liệu dao động theo sóng gợn trong quá trình trộn, cảm biến mức vật liệu đôi khi nhận được tín hiệu, đôi khi không. Nếu không có thời gian trễ để cấp liệu, động cơ cấp liệu sẽ khởi động quá thường xuyên, dẫn đến hư hỏng hệ thống cấp liệu.
Bộ thang đo: (Hình 5-9)
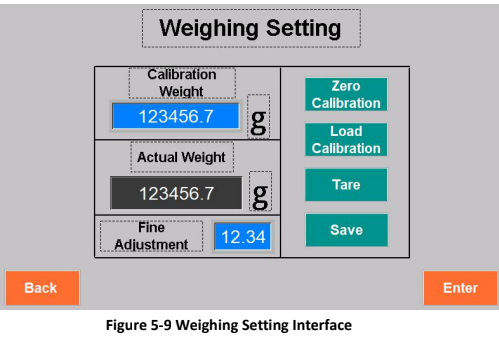
Hiệu chuẩn trọng lượng:Đây là quả cân hiệu chuẩn danh nghĩa. Máy này sử dụng quả cân 1000 g.
Tare:để nhận dạng toàn bộ trọng lượng trên cân là trọng lượng bì. "Trọng lượng thực" bây giờ là "0".
Các bước hiệu chuẩn
1) Nhấp vào "Tare"
2) Nhấp vào "Zero Calibration". Trọng lượng thực tế sẽ được hiển thị là "0". 3) Đặt quả cân 500g hoặc 1000g lên khay và nhấp vào "load Calibration". Trọng lượng hiển thị phải khớp với trọng lượng của quả cân, và quá trình hiệu chuẩn sẽ thành công.
4) Nhấp vào "lưu" và quá trình hiệu chuẩn hoàn tất. Nếu bạn nhấp vào "tải Hiệu chuẩn" và trọng lượng thực tế không khớp với trọng lượng đã hiệu chuẩn, vui lòng hiệu chuẩn lại theo các bước trên cho đến khi đạt được sự nhất quán. (Lưu ý, mỗi nút được nhấp phải được giữ ít nhất một giây trước khi thả ra).
Cứu:cứu kết quả đã hiệu chuẩn.
Trọng lượng thực tế:trọng lượng của vật phẩm trên cân được đọc qua hệ thống.
Cài đặt báo thức: (Hình 5-10)
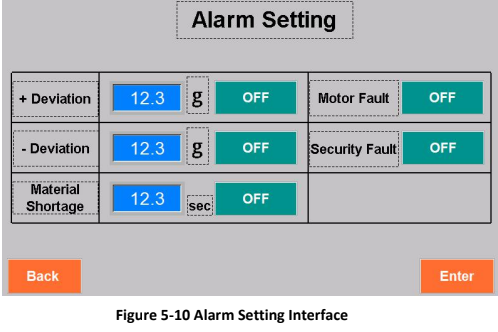
+ Độ lệch: trọng lượng thực tế lớn hơn trọng lượng mục tiêu.Nếu số dư vượt quá mức tràn, hệ thống sẽ báo động.
-Độ lệch:Trọng lượng thực tế nhỏ hơn trọng lượng mục tiêu. Nếu số dư vượt quá mức tràn, hệ thống sẽ báo động.
Thiếu hụt vật liệu:Cảm biến mức vật liệu không thể cảm nhận được vật liệu trong một khoảng thời gian. Sau khoảng thời gian "ít vật liệu" này, hệ thống sẽ nhận ra không có vật liệu trong phễu và phát ra cảnh báo.
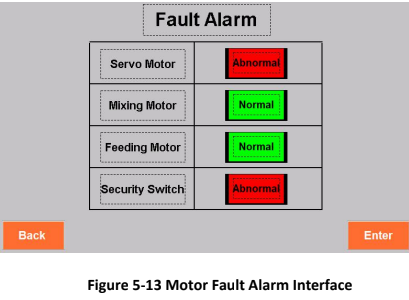
Lỗi động cơ: Nếu động cơ có vấn đề, cửa sổ sẽ xuất hiện.Chức năng này phải luôn được mở.
Lỗi bảo mật:Đối với phễu mở, nếu phễu không được đóng kín, hệ thống sẽ báo động. Phễu dạng mô-đun không có chức năng này.
Quy trình vận hành đóng gói:
Vui lòng đọc kỹ phần sau để tìm hiểu về các hoạt động chính và cài đặt thông số của bao bì chính thức.
Nên sử dụng chế độ thể tích nếu mật độ vật liệu đồng đều.
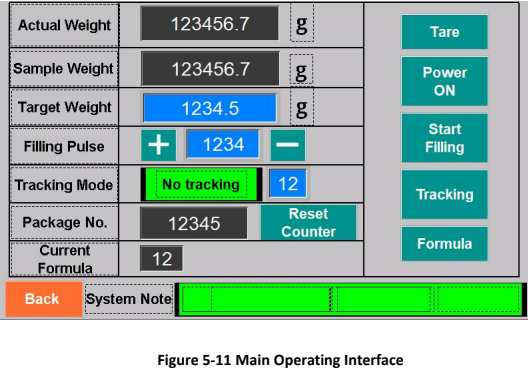
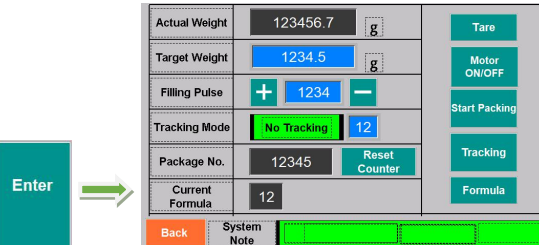
1. Nhấp vào "Enter" trên Giao diện lựa chọn thao tác để vào giao diện vận hành chính. (Hình 5-11)
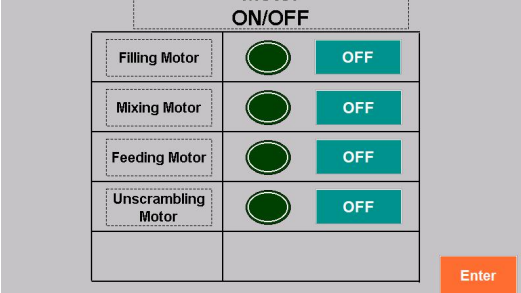
2. Nhấp vào "BẬT nguồn" và trang chọn "Cài đặt động cơ" sẽ bật lên, như minh họa trong Hình 5-12. Sau khi bạn đã chọn bật hoặc tắt từng động cơ, hãy nhấp vào nút "Quay lại trang làm việc" để chuyển sang chế độ chờ.
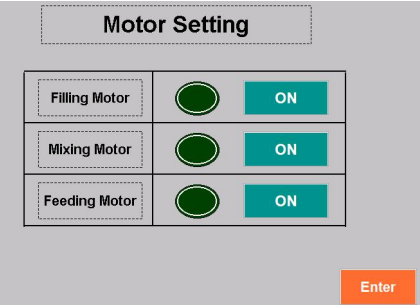
Hình 5-12 Giao diện bộ động cơ
Động cơ nạp:Bắt đầu nạp nhiên liệu cho động cơ.
Động cơ trộn:Bắt đầu trộn động cơ.
Động cơ cấp liệu:Bắt đầu cấp động cơ.
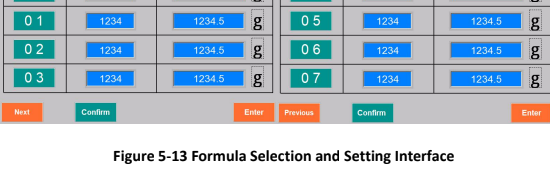
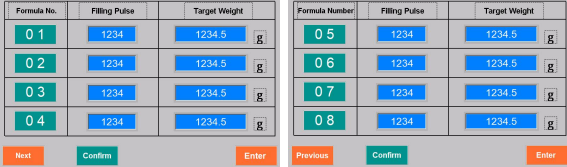
3. Nhấp vào "Công thức" để vào trang lựa chọn và thiết lập công thức, như được hiển thị trongHình 5-13Công thức là vùng nhớ lưu trữ các thay đổi về tỷ lệ chiết rót của tất cả các loại vật liệu theo tỷ lệ, độ linh động, trọng lượng đóng gói và yêu cầu đóng gói tương ứng. Công thức có 2 trang, mỗi trang có 8 công thức. Khi thay thế vật liệu, nếu máy đã có bản ghi công thức của cùng một vật liệu trước đó, bạn có thể nhanh chóng gọi công thức tương ứng vào trạng thái sản xuất bằng cách nhấp vào "Số công thức" rồi nhấp vào "Xác nhận", không cần điều chỉnh lại các thông số thiết bị. Nếu bạn cần lưu một công thức mới, hãy chọn một công thức trống. Nhấp vào "Số công thức" rồi nhấp vào "Xác nhận" để nhập công thức này. Tất cả các thông số tiếp theo sẽ được lưu trong công thức này cho đến khi bạn chọn các công thức khác.
4. Nhấp vào "+, -" của "điền thêm"để tinh chỉnh thể tích xung chiết rót. Nhấp vào vùng số của cửa sổ, giao diện nhập số sẽ bật lên. Bạn có thể nhập trực tiếp thể tích xung. (Động cơ servo của máy chiết rót trục vít có 1 vòng quay 200 xung. Bằng cách tinh chỉnh các xung, bạn có thể điều chỉnh trọng lượng chiết rót để giảm độ lệch.)
5. Nhấp vào "Tare"để nhận dạng toàn bộ trọng lượng trên cân là trọng lượng bì. Trọng lượng hiển thị trong cửa sổ lúc này là "0". Để biến trọng lượng bao bì thành trọng lượng tịnh, trước tiên, cần đặt bao bì bên ngoài lên cân, sau đó mới đến cân bì. Trọng lượng hiển thị lúc này chính là trọng lượng tịnh.
6. Nhấp vào vùng số của "Trọng lượng mục tiêu" để cửa sổ nhập số bật lên. Sau đó nhập trọng lượng mục tiêu.
7. Chế độ theo dõi, Nhấp vào "Theo dõi" để chuyển sang chế độ theo dõi.
Theo dõi: Ở chế độ này, bạn phải đặt vật liệu đóng gói đã được chiết rót lên cân, hệ thống sẽ so sánh trọng lượng thực tế với trọng lượng mục tiêu. Nếu trọng lượng chiết rót thực tế khác với trọng lượng mục tiêu, thể tích xung sẽ tự động tăng hoặc giảm theo thể tích xung trong cửa sổ số. Nếu không có sai lệch, sẽ không cần điều chỉnh. Thể tích xung sẽ tự động điều chỉnh một lần mỗi lần chiết rót và cân.
Không theo dõi: Chế độ này không tự động theo dõi. Bạn có thể cân vật liệu đóng gói tùy ý trên cân, và khối lượng xung sẽ không tự động điều chỉnh. Bạn cần điều chỉnh khối lượng xung thủ công để thay đổi trọng lượng chiết rót. (Chế độ này chỉ phù hợp với vật liệu đóng gói rất ổn định. Biên độ xung nhỏ và trọng lượng hầu như không bị lệch. Chế độ này có thể giúp cải thiện hiệu quả đóng gói.)
8. "Số gói hàngCửa sổ này chủ yếu dùng để tích lũy số lượng gói hàng. Hệ thống sẽ lưu một bản ghi mỗi lần gói hàng đầy. Khi cần xóa số lượng gói hàng tích lũy, hãy nhấp vào "Đặt lại bộ đếm,"và số lượng bao bì sẽ được xóa.
9. "Bắt đầu điềnTrong điều kiện "Động cơ chiết rót BẬT", hãy nhấp vào một lần và trục chiết rót sẽ quay một lần để hoàn tất một lần chiết rót. Thao tác này có kết quả tương tự như khi nhấn công tắc chân.
10. Dấu nhắc hệ thống "Ghi chú hệ thống.Cửa sổ này hiển thị cảnh báo hệ thống. Nếu tất cả các thành phần đã sẵn sàng, màn hình sẽ hiển thị "Hệ thống bình thường". Khi thiết bị không phản hồi với hoạt động thông thường, hãy kiểm tra lời nhắc của hệ thống. Khắc phục sự cố theo lời nhắc. Khi dòng điện động cơ quá lớn do mất pha hoặc có vật lạ chặn dòng, cửa sổ "Cảnh báo lỗi" sẽ bật lên. Thiết bị có chức năng bảo vệ động cơ khỏi quá dòng. Do đó, bạn phải tìm ra nguyên nhân gây ra quá dòng. Chỉ sau khi khắc phục sự cố, máy mới có thể tiếp tục hoạt động.
Nên sử dụng phương pháp cân nếu mật độ vật liệu không đồng đều và bạn muốn có độ chính xác cao.
1. Nhấp vào "Enter" trên Giao diện lựa chọn thao tác để vào giao diện vận hành chính. (Hình 5-14)
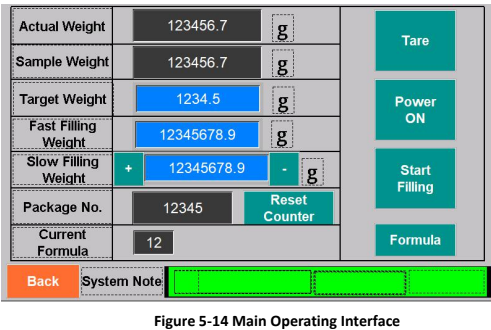
Trọng lượng thực tế:Trọng lượng thực tế được hiển thị trên hộp kỹ thuật số.
Trọng lượng mẫu:Hộp kỹ thuật số hiển thị trọng lượng của lon trước đó.
Trọng lượng mục tiêu:Nhấp vào ô số để nhập trọng lượng mục tiêu.
Trọng lượng nạp nhanh:nhấp vào ô số và thiết lập trọng lượng của quá trình nạp nhanh.
Trọng lượng làm đầy chậm:Nhấp vào hộp kỹ thuật số để cài đặt trọng lượng chiết rót chậm, hoặc nhấp vào bên trái và bên phải hộp kỹ thuật số để tinh chỉnh trọng lượng. Lượng chiết rót tinh chỉnh cần được cài đặt trên giao diện cài đặt chiết rót.
Khi cảm biến trọng lượng phát hiện trọng lượng đóng gói nhanh đã đạt đến mức cài đặt, trọng lượng đóng gói chậm sẽ được thay đổi, và quá trình đóng gói sẽ dừng lại khi đạt đến trọng lượng đóng gói chậm. Thông thường, trọng lượng đóng gói nhanh bằng 90% trọng lượng gói hàng, và 10% còn lại được hoàn thành bằng cách đóng gói chậm. Trọng lượng đóng gói chậm bằng với trọng lượng gói hàng (5-50g). Trọng lượng cụ thể cần được điều chỉnh tại chỗ theo trọng lượng gói hàng.
2. Nhấp vào "BẬT nguồn" và trang chọn "Cài đặt động cơ" sẽ bật lên, như minh họa trong Hình5-15. Sau khi bạn đã chọn bật hoặc tắt từng động cơ, hãy nhấp vào nút "Vào" để vào chế độ chờ.
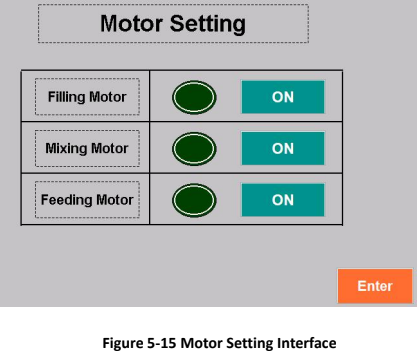
Động cơ nạp:Bắt đầu nạp nhiên liệu cho động cơ.
Động cơ trộn:Bắt đầu trộn động cơ.
Động cơ cấp liệu:Bắt đầu cấp động cơ.
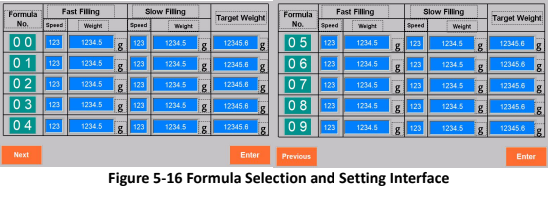
3. Nhấp vào "Công thức" để vào trang lựa chọn và thiết lập công thức, như được hiển thị trongHình 5-16Công thức là vùng nhớ lưu trữ các thay đổi về tỷ lệ chiết rót của tất cả các loại vật liệu theo tỷ lệ, độ linh động, trọng lượng đóng gói và yêu cầu đóng gói tương ứng. Công thức có 2 trang, mỗi trang có 8 công thức. Khi thay thế vật liệu, nếu máy đã có bản ghi công thức của cùng một vật liệu trước đó, bạn có thể nhanh chóng gọi công thức tương ứng vào trạng thái sản xuất bằng cách nhấp vào "Số công thức" rồi nhấp vào "Xác nhận", không cần điều chỉnh lại các thông số thiết bị. Nếu bạn cần lưu một công thức mới, hãy chọn một công thức trống. Nhấp vào "Số công thức" rồi nhấp vào "Xác nhận" để nhập công thức này. Tất cả các thông số tiếp theo sẽ được lưu trong công thức này cho đến khi bạn chọn các công thức khác.
Máy chiết rót trục vít tự động nên được sử dụng như thế nào?
Sự chuẩn bị:
1) Cắm ổ cắm điện, bật nguồn và xoay “công tắc nguồn chính”
Xoay theo chiều kim đồng hồ 90 độ để bật nguồn.

GHI CHÚ:Thiết bị được trang bị độc quyền ổ cắm ba pha năm dây, dây ba pha có điện, dây một pha không có điện và dây tiếp địa một pha. Vui lòng cẩn thận không sử dụng sai dây điện, nếu không có thể gây hư hỏng hoặc điện giật cho các linh kiện điện. Trước khi kết nối, hãy đảm bảo nguồn điện phù hợp với ổ cắm điện và khung máy đã được nối đất an toàn. (Phải có dây tiếp địa; nếu không, không chỉ không an toàn mà còn gây nhiễu lớn cho tín hiệu điều khiển.) Ngoài ra, công ty chúng tôi có thể tùy chỉnh nguồn điện một pha hoặc ba pha 220V cho máy đóng gói tự động.
2.Gắn nguồn khí cần thiết vào đầu vào: áp suất P ≥0,6mpa.
3. Xoay nút "Dừng khẩn cấp" màu đỏ theo chiều kim đồng hồ để nút này nhảy lên. Sau đó, bạn có thể điều khiển nguồn điện.
4. Đầu tiên, hãy thực hiện "kiểm tra chức năng" để đảm bảo rằng tất cả các thành phần đều hoạt động tốt.
Nhập công việc
1. Bật công tắc nguồn để vào giao diện lựa chọn thao tác.
2. Giao diện Lựa chọn thao tác có bốn tùy chọn thao tác, có ý nghĩa như sau:
Đi vào:Vào giao diện vận hành chính như hình 5-4.
Cài đặt tham số:Thiết lập tất cả các thông số kỹ thuật.
Kiểm tra chức năng:Giao diện kiểm tra chức năng để kiểm tra xem chúng có hoạt động bình thường không.
Xem lỗi:Xem tình trạng lỗi của thiết bị.
Chức năng và cài đặt:
Vui lòng đọc kỹ phần sau để tìm hiểu về các hoạt động chính và cài đặt thông số của bao bì chính thức.
1. Nhấp vào "Enter" trên Giao diện lựa chọn thao tác để vào giao diện vận hành chính.
Trọng lượng thực tế: Hộp số hiển thị trọng lượng thực tế hiện tại.
Trọng lượng mục tiêu: Nhấp vào ô số để nhập trọng lượng cần đo.
Xung điền: Nhấp vào ô số để nhập số xung chiết rót. Số xung chiết rót tỷ lệ thuận với trọng lượng. Số xung càng lớn, trọng lượng càng lớn. Động cơ servo của máy chiết rót trục vít có 1 vòng quay 200 xung. Người dùng có thể cài đặt số xung tương ứng theo trọng lượng bao bì. Bạn có thể nhấp vào +- ở bên trái và bên phải ô số để tinh chỉnh số xung chiết rót. Cài đặt "theo dõi tinh" cho mỗi lần thêm và bớt có thể được cài đặt trong "theo dõi tinh" ở chế độ theo dõi.
Chế độ theo dõi: hai chế độ.
Theo dõi: Ở chế độ này, bạn phải đặt vật liệu đóng gói đã được chiết rót lên cân, hệ thống sẽ so sánh trọng lượng thực tế với trọng lượng mục tiêu. Nếu trọng lượng chiết rót thực tế khác với trọng lượng mục tiêu, thể tích xung sẽ tự động tăng hoặc giảm theo thể tích xung trong cửa sổ số. Nếu không có sai lệch, sẽ không cần điều chỉnh. Thể tích xung sẽ tự động điều chỉnh một lần mỗi lần chiết rót và cân.
Không theo dõi: Chế độ này không tự động theo dõi. Bạn có thể cân vật liệu đóng gói tùy ý trên cân, và khối lượng xung sẽ không tự động điều chỉnh. Bạn cần điều chỉnh khối lượng xung thủ công để thay đổi trọng lượng chiết rót. (Chế độ này chỉ phù hợp với vật liệu đóng gói rất ổn định. Biên độ xung nhỏ và trọng lượng hầu như không bị lệch. Chế độ này có thể giúp cải thiện hiệu quả đóng gói.)
Số gói: Chủ yếu được sử dụng để theo dõi số hiệu bao bì.
Hệ thống sẽ ghi lại một lần mỗi khi gói đầy. Khi bạn cần xóa số gói tích lũy, hãy nhấp vào "Đặt lại bộ đếm,"và số lượng bao bì sẽ được xóa.
Công thức:Vào trang chọn và thiết lập công thức, công thức là vùng nhớ chứa tất cả các loại vật liệu, thay đổi tỷ lệ chiết rót theo tỷ lệ, độ linh động, trọng lượng đóng gói và yêu cầu đóng gói tương ứng. Công thức có 2 trang, mỗi trang có 8 công thức. Khi thay thế vật liệu, nếu máy đã có bản ghi công thức của cùng một vật liệu trước đó, bạn có thể nhanh chóng gọi công thức tương ứng vào trạng thái sản xuất bằng cách nhấp vào "Số công thức" rồi nhấp vào "Xác nhận", không cần điều chỉnh lại các thông số thiết bị. Nếu cần lưu công thức mới, hãy chọn một công thức trống. Nhấp vào "Số công thức" rồi nhấp vào "Xác nhận" để nhập công thức này. Tất cả các thông số tiếp theo sẽ được lưu trong công thức này cho đến khi bạn chọn các công thức khác.
Trọng lượng bì: coi toàn bộ trọng lượng trên cân là trọng lượng bì.Cửa sổ hiển thị trọng lượng hiện hiển thị "0". Để trọng lượng bao bì là trọng lượng tịnh, trước tiên hãy đặt bao bì bên ngoài lên cân, sau đó trừ bì. Trọng lượng hiển thị lúc này chính là trọng lượng tịnh.
BẬT/TẮT động cơ: Vào giao diện này.
Bạn có thể chọn thủ công việc mở hoặc đóng từng động cơ. Sau khi động cơ mở, hãy nhấp vào nút "Quay lại" để trở về giao diện làm việc.
Bắt đầu đóng gói:Trong điều kiện "động cơ BẬT", hãy nhấp vào một lần và trục vít nạp sẽ quay một lần để hoàn thành một lần nạp.
Ghi chú hệ thống:Hiển thị cảnh báo hệ thống. Nếu tất cả các thành phần đã sẵn sàng, màn hình sẽ hiển thị "Hệ thống bình thường". Khi thiết bị không phản hồi với hoạt động thông thường, hãy kiểm tra ghi chú hệ thống. Khắc phục sự cố theo lời nhắc. Khi dòng điện động cơ quá lớn do mất pha hoặc vật lạ chặn dòng điện, giao diện "Cảnh báo lỗi" sẽ bật lên. Thiết bị có chức năng bảo vệ động cơ khỏi quá dòng. Do đó, bạn phải tìm ra nguyên nhân gây ra quá dòng. Chỉ sau khi khắc phục sự cố, máy mới có thể tiếp tục hoạt động.
Cài đặt tham số
Bằng cách nhấp vào "Cài đặt thông số" và nhập mật khẩu 123789, bạn sẽ vào giao diện cài đặt thông số.
1. Cài đặt điền
Nhấp vào "Cài đặt điền" trên giao diện cài đặt thông số để vào giao diện cài đặt điền.
Tốc độ nạp:Nhấp vào ô số và cài đặt tốc độ nạp. Số càng lớn, tốc độ nạp càng nhanh. Cài đặt phạm vi từ 1 đến 99. Khuyến nghị cài đặt phạm vi từ 30 đến 50.
Trì hoãntrướcNhân:Các khoảng thời gian phải trôi qua trước khi đổ đầy. Nên đặt thời gian trong khoảng từ 0,2 đến 1 giây.
Mẫu độ trễ:Khoảng thời gian cần thiết để cân nhận được trọng lượng.
Trọng lượng thực tế:Hiển thị trọng lượng của cân tại thời điểm này.
Trọng lượng mẫu: là trọng lượng của bao bì gần đây nhất.
1)Cài đặt trộn
Nhấp vào "Cài đặt trộn" trên giao diện cài đặt thông số để vào giao diện cài đặt trộn.

Chọn giữa chế độ thủ công và tự động.
Tự động:Điều này có nghĩa là máy bắt đầu nạp liệu và trộn cùng lúc. Khi nạp liệu xong, máy sẽ tự động dừng trộn sau một khoảng thời gian trễ. Chế độ này phù hợp với vật liệu có độ lưu động tốt, giúp tránh vật liệu bị rơi do rung động khi trộn, dẫn đến trọng lượng bao bì bị lệch đáng kể.
Thủ công:Nó sẽ tiếp tục hoạt động liên tục mà không có bất kỳ sự tạm dừng nào. Trộn thủ công nghĩa là bạn sẽ bắt đầu hoặc dừng trộn thủ công. Nó sẽ tiếp tục thực hiện cùng một thao tác cho đến khi bạn thay đổi cách thiết lập. Chế độ trộn thông thường là thủ công.
Độ trễ trộn:Khi sử dụng chế độ tự động, tốt nhất là bạn nên đặt thời gian từ 0,5 đến 3 giây.
Đối với việc trộn thủ công, không cần phải cài đặt thời gian trễ.
3) Cài đặt cho ăn
Nhấp vào "Cài đặt cấp liệu" trên giao diện cài đặt thông số để vào giao diện cấp liệu.
Chế độ cho ăn:Chọn chế độ cấp liệu thủ công hoặc tự động.
Tự động:Nếu cảm biến mức vật liệu không nhận được bất kỳ tín hiệu nào trong "Thời gian trễ" của quá trình nạp liệu, hệ thống sẽ đánh giá mức vật liệu thấp và bắt đầu nạp liệu. Chế độ nạp liệu thông thường là tự động.
Thủ công:bạn sẽ bắt đầu nạp liệu thủ công bằng cách bật động cơ nạp liệu.
Thời gian trễ:Khi máy tự động cấp liệu do vật liệu dao động theo sóng gợn trong quá trình trộn, cảm biến mức vật liệu đôi khi nhận được tín hiệu, đôi khi không. Nếu không có thời gian trễ để cấp liệu, động cơ cấp liệu sẽ khởi động quá thường xuyên, dẫn đến hư hỏng hệ thống cấp liệu.
4) Cài đặt giải mã
Nhấp vào "Cài đặt giải mã" trên giao diện cài đặt tham số để vào giao diện giải mã.
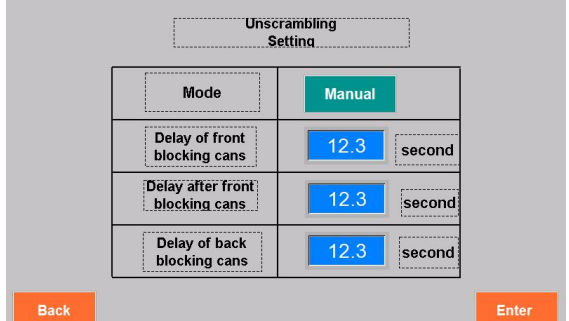
Cách thức:Chọn giải mã thủ công hoặc tự động.
Thủ công:nó được mở hoặc đóng bằng tay.
Tự động:Nó sẽ bắt đầu hoặc dừng theo các quy tắc được cài đặt trước, nghĩa là khi số lượng lon đầu ra đạt đến một số lượng nhất định hoặc gây ra tắc nghẽn, nó sẽ tự động dừng lại và khi số lượng lon trên băng tải giảm đến một số lượng nhất định, nó sẽ tự động bắt đầu.
Thiết lập "Độ trễ của hộp chặn phía trước" bằng cách nhấp vào ô số.
Máy gỡ lon sẽ tự động dừng khi cảm biến quang điện phát hiện thời gian kẹt của lon trên băng tải vượt quá "Độ trễ của lon chặn phía trước".
Trì hoãn sau khi chặn phía trước lon:Nhấp vào ô số để thiết lập "thời gian trễ sau khi lon bị kẹt phía trước". Khi lon bị kẹt trên băng tải được gỡ bỏ, lon sẽ di chuyển về phía trước một cách bình thường và máy giải mã lon sẽ tự động khởi động sau thời gian trễ.
Sự chậm trễ của các lon chặn phía sau:Nhấp vào ô số để thiết lập độ trễ của lon chặn phía sau. Cảm biến quang điện chặn phía sau có thể được lắp đặt trên băng tải xả lon được kết nối với đầu sau của thiết bị. Khi cảm biến quang điện phát hiện thời gian kẹt của lon đã đóng gói vượt quá "độ trễ của lon chặn phía sau", máy đóng gói sẽ tự động dừng hoạt động.
5) Cài đặt cân
Nhấp vào "Cài đặt cân" trên giao diện cài đặt thông số để vào giao diện cài đặt cân.
Trọng lượng hiệu chuẩn:Quả cân hiệu chuẩn hiển thị 1000g, biểu thị trọng lượng của quả cân hiệu chuẩn của cảm biến cân của thiết bị.
Cân trọng lượng: Đó là trọng lượng thực tế trên cân.
Các bước hiệu chuẩn
1) Nhấp vào "Tare"
2) Nhấp vào "Zero Calibration". Trọng lượng thực tế sẽ được hiển thị là "0". 3) Đặt quả cân 500g hoặc 1000g lên khay và nhấp vào "load Calibration". Trọng lượng hiển thị phải phù hợp với trọng lượng của quả cân, và quá trình hiệu chuẩn sẽ thành công.
4) Nhấp vào "lưu" và quá trình hiệu chuẩn hoàn tất. Nếu bạn nhấp vào "hiệu chuẩn tải" và trọng lượng thực tế không khớp với trọng lượng, vui lòng hiệu chuẩn lại theo các bước trên cho đến khi cân bằng. (Lưu ý, mỗi nút được nhấp phải được giữ ít nhất một giây trước khi thả ra).
6) Cài đặt vị trí có thể
Nhấp vào "Cài đặt định vị hộp" trên giao diện cài đặt thông số để vào giao diện Cài đặt định vị hộp.
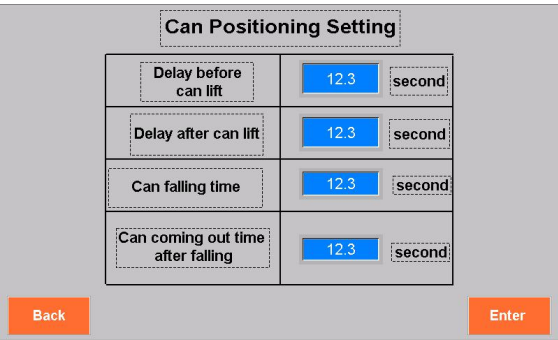
Trì hoãn trước khi có thể nâng:Nhấp vào ô số để thiết lập "thời gian trễ trước khi nâng lon". Sau khi lon được cảm biến quang điện phát hiện, sau khoảng thời gian trễ này, xi lanh sẽ hoạt động và đưa lon xuống dưới cửa nạp. Thời gian trễ được điều chỉnh tùy theo kích thước lon.
Trì hoãn sau khi nâng được:Nhấp vào ô số để đặt thời gian trễ. Sau khi thời gian trễ này trôi qua, bạn có thể nâng xi lanh lên và thực hiện đặt lại lực nâng.
Thời gian đổ đầy lon: là khoảng thời gian cần thiết để lọ rơi xuống sau khi được đổ đầy.
Có thể ra ngoài sau khi ngã: Có thể ra ngoài sau khi ngã.
7) Cài đặt báo thức
Nhấp vào "Cài đặt báo thức" trên giao diện cài đặt thông số để vào giao diện cài đặt báo thức.
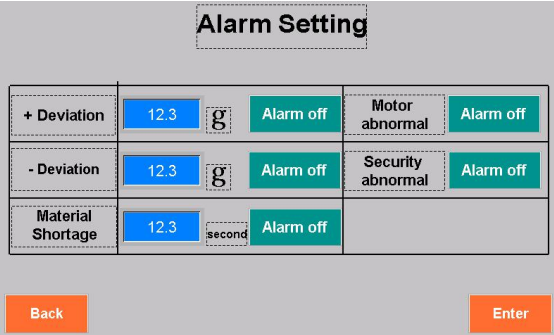
+ Độ lệch:Trọng lượng thực tế lớn hơn trọng lượng mục tiêu. Nếu số dư vượt quá mức tràn, hệ thống sẽ báo động.
-Độ lệch:Trọng lượng thực tế nhỏ hơn trọng lượng mục tiêu. Nếu số dư vượt quá mức tràn, hệ thống sẽ báo động.
Thiếu hụt vật liệu:A Cảm biến mức vật liệu không thể cảm nhận được vật liệu trong một khoảng thời gian. Sau khoảng thời gian "ít vật liệu" này, hệ thống sẽ nhận ra không có vật liệu trong phễu và phát ra cảnh báo.
Động cơ bất thường:Cửa sổ sẽ bật lên nếu có bất kỳ lỗi nào xảy ra với động cơ. Chức năng này phải luôn được mở.
Bảo mật bất thường:Đối với phễu mở, nếu phễu không được đóng kín, hệ thống sẽ báo động. Phễu dạng mô-đun không có chức năng này.
GHI CHÚ:Máy của chúng tôi được sản xuất theo yêu cầu của khách hàng thông qua quá trình kiểm tra và thử nghiệm nghiêm ngặt, tuy nhiên trong quá trình vận chuyển, một số bộ phận có thể bị lỏng và mòn. Do đó, khi nhận máy, vui lòng kiểm tra bao bì, bề mặt máy và phụ kiện để xem có hư hỏng nào xảy ra trong quá trình vận chuyển hay không. Vui lòng đọc kỹ hướng dẫn này khi sử dụng máy lần đầu. Các thông số bên trong nên được thiết lập và điều chỉnh theo vật liệu đóng gói cụ thể.
5. Kiểm tra chức năng
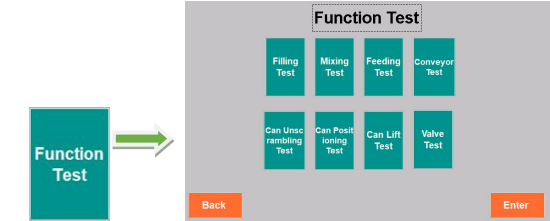
Kiểm tra độ đầy:Nhấp vào "Kiểm tra nạp" và động cơ servo sẽ khởi động. Nhấp lại nút này và động cơ servo sẽ dừng. Nếu động cơ servo không hoạt động, vui lòng kiểm tra giao diện cài đặt nạp để xem tốc độ di chuyển cố định đã được thiết lập chưa. (Không chạy quá nhanh trong trường hợp chạy không tải xoắn ốc)
Kiểm tra trộn:Nhấn nút "Kiểm tra Trộn" để khởi động động cơ trộn. Nhấn nút một lần nữa để dừng động cơ trộn. Kiểm tra hoạt động trộn và xem đã đúng chưa. Xoay chiều trộn theo chiều kim đồng hồ (nếu sai, cần chuyển pha nguồn). Nếu có tiếng ồn hoặc va chạm với trục vít (nếu có, hãy dừng ngay lập tức và loại bỏ lỗi).
Kiểm tra cho ăn:Nhấp vào "Kiểm tra cấp liệu" và động cơ cấp liệu sẽ khởi động. Nhấp vào nút một lần nữa và động cơ cấp liệu sẽ dừng lại.
Kiểm tra băng tải:Nhấp vào "kiểm tra băng tải" và băng tải sẽ bắt đầu. Nhấp vào nút một lần nữa và nó sẽ dừng lại.
Có thể giải mã bài kiểm tra:Nhấp vào "Có thể giải mã kiểm tra" và động cơ sẽ khởi động. Nhấp vào nút một lần nữa và động cơ sẽ dừng lại.
Kiểm tra định vị có thể:Nhấp vào "kiểm tra vị trí lon", xi lanh sẽ hoạt động, sau đó nhấp vào nút một lần nữa và xi lanh sẽ được đặt lại.
Có thể nâng thử nghiệm:Nhấp vào "kiểm tra nâng có thể" và xi lanh sẽ thực hiện hành động. Nhấp vào nút một lần nữa và xi lanh sẽ được đặt lại.
Kiểm tra van:Nhấp vào nút "Kiểm tra van" và xi lanh kẹp túi sẽ hoạt động. Nhấp vào nút một lần nữa và xi lanh sẽ được đặt lại. (Vui lòng bỏ qua nếu bạn không biết điều này.)
Thời gian đăng: 07-04-2022